鼎润全系列产品

动力电池液冷板是电池热管理系统中的关键执行部件,它相当于电池包的“空调散热器”。其主要功能是通过内部流动的冷却液,高效、均匀地带走电池在充放电过程中产生的热量,确保电池始终工作在最佳温度区间,从而保障电池的性能、安全和使用寿命。
那液冷板是如何生产的呢?目前使用较多的工艺是:冲压成型和搅拌摩擦成型。本文着重介绍冲压成型,也是最经典、最广泛的成型方式,是鼎润锻压的一台2500吨框架液压机负责一次冲压成型、经过清洗、涂钎料、钎焊、后处理机加工艺,完成液冷板的生产,再经过检测、测试等工作就可以完成一块合格的液冷板成型了。

液冷板铝合金单板冲压成型工艺的生产流程如下:
1. 冲压成型
原料:铝卷或铝板(常用3003防锈铝)。
过程:原材料经过开卷、校平后,送入大型精密冲压机(2500吨框架液压机、3000吨框架液压机)。通过模具,一次进行拉延(形成基本形状)、切边、冲孔,以及最关键的流道成型。流道是通过模具在铝板上“挤”出凸起的通道,其形状、高度、分布需要精确控制。
2. 清洗
冲压后的铝板表面有油污和杂质,必须彻底清洗。通常采用脱脂、酸洗、水洗、烘干等步骤,确保表面洁净,为后续钎焊做好准备。
3. 装配与涂钎料
将冲压好的上板和下板对齐叠放。
在上下板接触的焊接区域(流道周围等)涂抹或放置钎料。钎料通常是铝硅合金(如4047),熔点低于母材。它可以制成膏状(钎焊膏)或片状(钎料片)。
4. 钎焊
这是最核心、技术难度最高的环节。将装配好的组件送入连续式无氧钎焊炉。
关键控制点:
气氛保护:炉内充满高纯氮气等惰性气体,防止铝在高温下氧化(氧化膜会阻碍焊接)。
精确温控:炉子分为多个温区,将工件逐渐加热到约600°C(高于钎料熔点,但低于母材熔点)。钎料熔化后,在毛细作用下填充到上下板的微观缝隙中,冷却后形成致密的焊缝。
夹具防变形:高温下铝板易变形,需要专用工装夹具保持形状。
5. 后处理与机加工
整形校正:钎焊后可能有微小变形,需要进行冷校正。
机加工:在数控机床上加工冷却液进口和出口的螺纹或连接面,加工与其他部件连接的安装孔、定位面等。
表面处理:根据需要进行清洗、钝化等,增强耐腐蚀性。
6. 检测与测试(至关重要!)
气密性测试:向液冷板内部充入高压气体(如氦气或压缩空气),保压检测压力降,或用氦质谱仪检测微量泄漏。这是100%必检项,确保零泄漏。
耐压爆破测试:抽样进行,将内部压力加到远高于工作压力直至破坏,检验其安全余量。
流量与流阻测试:通水测试,检查流阻是否符合设计,各流道是否通畅。
外观与尺寸检查:使用三维坐标测量仪等检测关键尺寸。
7. 清洁与包装
用去离子水等清洁内腔,干燥后密封包装,防止灰尘和湿气进入。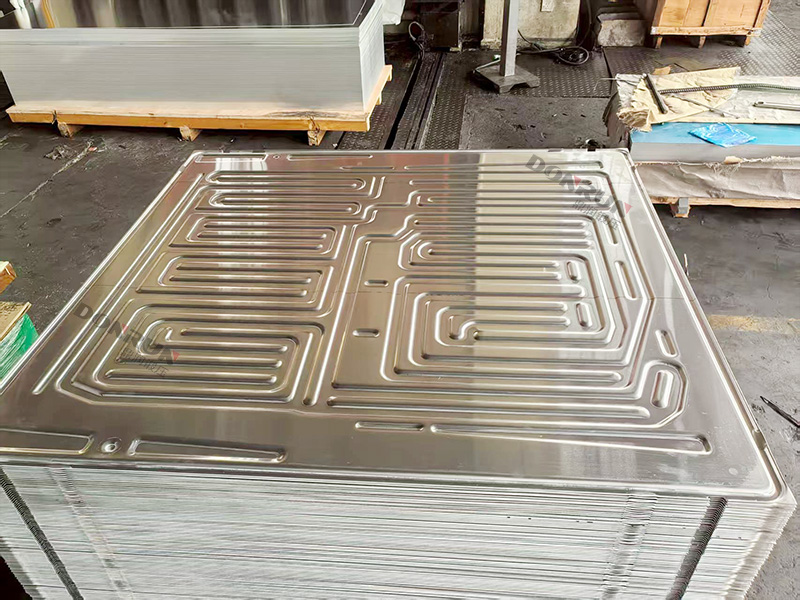
 常见问题
常见问题